
联系人:桂先生
手机:15705117266
电话:0515-88662192
传真:0515-88660855
网址:www.jshnkj.com
邮箱:ychnkj@163.com
地址: 盐城市盐都区大纵湖镇工业园区
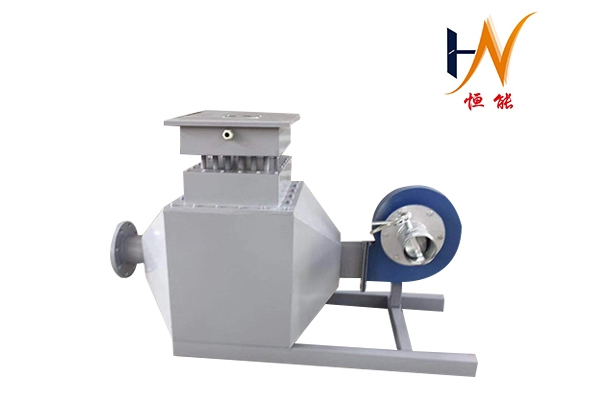
风道加热器也叫热风炉,风道加热器在使用过程中一般会遇到以下问题:漏风、接线盒温度高、温度达不到。a. 漏风:一般是接线盒和内膛的上边框密封不好漏风的解决办法:可以多加几个垫片拧紧。内膛的风道外壳工艺已不一样,可以加强密封效果了。b. 接线盒温度高解决办法:接线盒下面无保温棉,还有就是加热管没有冷端导致的,以前的韩式风道都存在这个问题,使用温度不是很高的情况下可以在接线盒上开孔装换气扇。c. 温度达不到解决办法:1.看下电流数值,电流没有问题再确定一下风量,有可能是功率配小了。2.电流值不正常的情况下,拆下铜牌测下加热管的电阻,有加热管损坏了。
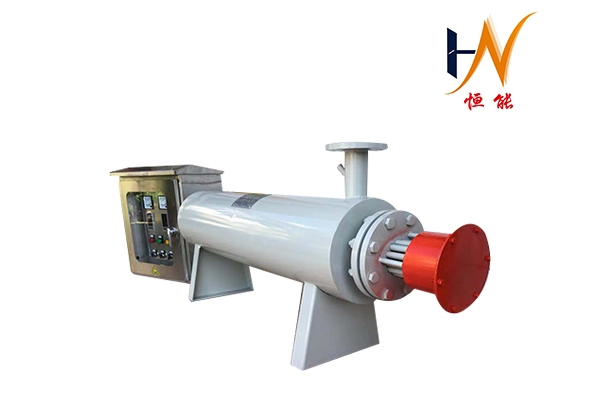
电加热管是管状电热元件它是由金属管螺旋状电阻丝及结晶氧化镁粉等组成的。在不锈钢无缝管内均匀地分布高温电阻丝,在空隙部分填入导热性能和绝缘性能均良好的结晶氧化镁粉,结构不但先进,热效率高,发热均匀,高温电阻丝中有电流通过时,产生的热通过氧化镁粉向金属管表面扩散,再传递到被加热件或空气中去,达到加热的目的电加热管使用维护及注意事项1、外形尺寸图中尺寸“B”必须全部浸入油中免烧坏元件。被加热油应无腐蚀性。2、SRY3型的工作液面必须在紧固件之下,尺寸线“B”之上。3、熔化沥青、石蜡等固态油类时应降低电压使用,等熔化后再升至额定电压。以防止电量集中降低元件使用寿命。

在风道加热器系统的制作中,焊接是十分重要的步骤。系统大部分是由管道进行输送的,所以管道和管道间、管道和其他部件之间的连接,除了螺栓连接外就是采用焊接的。先把法兰焊接到管进上,再通过螺栓连接将两个管道连接起来。由于管道内是甘热油,所以温度和压力都比较高,焊接的好坏直接影响了整个系统的质量。由此看出,焊接工艺在导热油系统的设计中是个不可或缺的步骤。焊接就是风道式电加热器局部迅速加热和冷却的一个过程,受到工件四周本体的拘束不能自由膨胀和收缩的焊接区域,工件冷却后会在焊件中产生焊接应力甚至变形。风道式电加热器有本体和控制系统两部分组成,发热元件采用不锈钢钢管做保护套管,高温电阻合金丝,结晶氧化镁粉,经压缩工艺成型.控制部分采用先进的数字电路,集成电路触发器、高反压可控硅等组成可调测温、恒温系统,保证了电加热器的正常运行。

保证管道加热器装配精度,这样才能使机器具有正常工作性能。装配的精度主要有零部件间的相互配合精度、日照真空烧网炉构造相对运动精度、相互位置精度.( 1 )配合精度指配合表面间的配合质量和接触精度,如配合方式是间隙还是过盈,接触表而形式等等。( 2 )运动精度指管道加热器中有相对运动的零部件之间在运动方向和相对运动速度上的精度,如传动精度、回转精度( 3 )位置精度指管道加热器中相关零部件之间的距离精度和相互位置精度,如零件间距离尺寸和精度要求、平行度、各种跳动度、垂直度和同轴度等。真空烧网炉构造价格在泞热油系统中,法兰盘与管道的配合方式是属于间隙配机器的装配精度最终影响机器实际T 作时的精度,即T 作精度,如机床的装配精度将直接影响在此机床上加工的零件精度。





